
咨询热线
15051229888
15051229888


经理:王森锦
电话:0513-88402031
手机:13906276357
手机:15051229888
邮箱:GMZDWSJ12016357@163.com
邮编:226681
地址:江苏省海安市白甸镇人民北路28

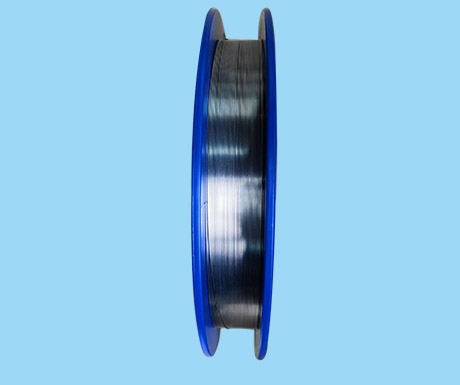
电极丝的选择是线切割工艺过程的重要内容之一。电极丝应具有良好的导电性和耐腐蚀性,并要求有较高的抗拉强度。常用的电极丝有钨丝、钼丝、黄铜丝。钨丝抗拉强度高,直径在0.03-0.1mm范围内,一般用于精加工各种窄间隙。线切割钼丝具有较高的抗拉强度,直径在0.08-0.2毫米之间,适用于快速线材加工。钼丝价格是目前快速线材加工中常用的电极丝,一卷钼丝总长约1800-2000m,黄铜丝抗拉强度差,损耗大,直径在0.1-0.3 mm范围内,一般用于低速单向线材加工,加工表面粗糙度和直线度较好,腐蚀粘屑较少。电极丝的直径d应根据切割缝的宽度、工件的厚度和角弧的大小来选择。一般来说,模具零件中具有小圆弧半径 R的弧线直径 d≤2 (R一占)(a为放电间隙)的电极丝是很常见的。对精度要求高的模具,可采用微细线切割,即选用直径较小的线材。如果线径过细,还应考虑加工工件厚度的影响。高频率电源的电参数通常指:脉宽、脉间距、路电压、流峰值等参数。钼丝厂家告诉有下列使用规则:
①切削速度随着加工电流峰值、脉冲宽度、开路电压和脉冲间隔的增加而增加,即加工速度随着平均加工电流的增加而增加。
②当电流峰值一定时,增加开路电压有利于提高加工稳定性,从而提高加工速度。电压升高、放电间隙增大、排屑有利是主要原因。特别是切削厚的工件,效果非常明显。
③随着脉冲间隔时间的增加,排屑时间延长,火花间隙去离子充分,有利于提高加工稳定性。因此,应根据使用中工件的质量要求,合理选择电气参数。
④对表面粗糙度要求高的工件一般采用低开路电压。实验表明,在相同的脉冲宽度、脉冲间隔和平均加工电流条件下,低开路电压工件的表面质量比高开路电压工件有明显提高。
⑤对于加件质量要求不高的工件,要实现高速加工,必须采用更大的脉冲宽度、更小的脉冲间隔、更大的电流峰值和更高的开电压。通常当工件厚度在100 mm左右时,只要参数匹配适当,加工速度一般在100 mmz以上。